
- Working Temperature: -30 to 120°C
- Working pressure: Vacuum to 20 barg
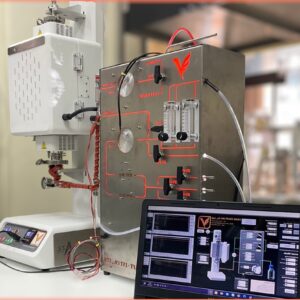
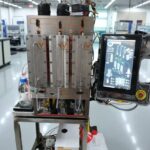
- Sample: 3 membrane cartridges
- Liquid feed: HPLC pump
- Material of Reactor: Stainless 316
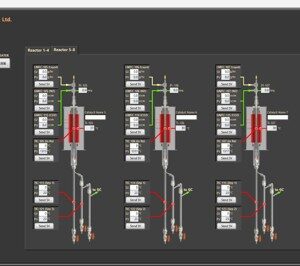
- HMI Controller
- HMI Controller
- Real-time data logger 1 sample/second
- Tailor-made programming
- Application: Flavor and flagrant
- Delivery: 5 months




$194,000.00
(Available on backorder)
Available on backorder
In chemical and process engineering research, the Membrane Unit is a powerful separation technology 🧪. By using membranes with extremely small pores as a filter, researchers can precisely separate various components of a solution, from purifying seawater (desalination) to separating gases at a molecular level. The research focuses on developing new, more durable, highly efficient, and energy-saving membranes for use in critical processes like water treatment, chemical recovery, and clean energy production.





Reviews
There are no reviews yet.